TPU ist ein spannendes Material und leider nicht so leicht zu drucken wie PLA. Ich wollte euch hier mal zeigen wie gut TPU mit dem Prusa MINI+ funktioniert und was es dabei eventuell zu beachten gibt. Ich verwende dabei Amazon Basics TPU, mit einer Shore-Härte von 95A. Je kleiner dieser Wert ist, desto weicher ist das Material, gleichzeitig aber auch schwerer zu drucken. Das Setup meines MINI+ kennt ihr ja bereits.
TPU ist faszinierend, da es eben nicht hart ist, sondern flexibel und dem 3D Druck neue Möglichkeiten geboten hat. So manch einer hat sich schon Schuhe aus TPU gedruckt. TPU eignet beispielsweise sich für Schutzhüllen, Reifen im Modellbau, flexible Komponenten, Stoßdämpfer und Bumper. Ich verwende es gerne für die Dichtung und Einsätze dieser robusten Box.
Generelles zu TPU
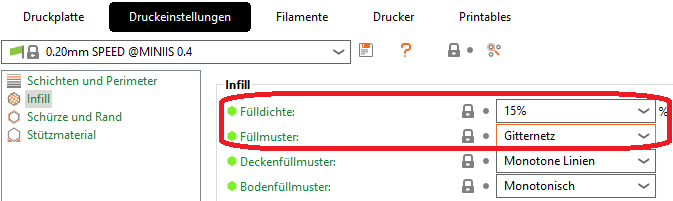
Es gibt drei grundlegende Parameter, die euer Modell und dessen Härte, beeinflussen. Der erste ist der Infill. Der Typ des Infills beeinflusst die härte und Drückbarkeit eures Objektes, mehr jedoch die Dichte des Infills. Ob 10% oder 15% macht schon einen großen Unterschied. So könnt ihr aber auch steuern wie nachgiebig euer Objekt wird.
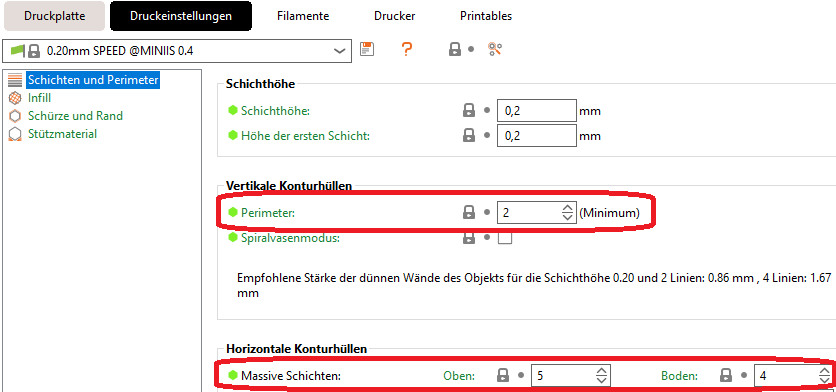
Die Anzahl der Perimeter ist ein weiterer Punkt. Je mehr Perimeter, desto härter wird das Objekt. Die normalen zwei Perimeter würde ich auch lassen, um die Eigenschaft des TPU nicht zu mindern.
Die Anzahl der festen Schichten oben und unten ist der letzte Punkt. Der Prusa druckt im Default fünf untere Schichten und vier obere. Wenn ihr diese z.B. auf drei verringert, wird das Objekt leichter drückbar.
Ihr seht, es gibt kein festes Rezept. Je nach Anwendungsfall müsst hier die obigen Parameter etwas anpassen und testen.
TPU wird ebenfalls sehr langsam gedruckt, also stellt euch auf einen mindestens doppelt so langen Druck ein. Als Druckblech empfiehlt sich das Strukturierte Stahlblech, hiermit benötigt ihr keine Zusätze wie Klebestifte.
Zusätzlich müsst ich darauf achten, das euer TPU trocken gelagert wird. Feuchtes TPU erzeugt unschöne Effekte beim Drucken und sollte vorher getrocknet werden. Ich habe frisches TPU probeweise getrocknet und dort bereits 10g Gewicht verloren. Somit kann ich ein Trockengerät nur empfehlen. Also wenn ihr keine sauberen Drucke mit TPU erreicht, versucht es zu trocknen und sorgt für eine trockene Lagerung.
Verwendete TPU Profile
Ich teste zwei verschiedene Profile für TPU. Das eine ist das Default AmazonBasics TPU Profil, wie es sich um Prusa Slicer hinzufügen lässt. Dieses Profil ist von Prusa erstellt und getestet und sollte gute Ergebnisse liefern.
Daneben teste ich noch das Print Profile von Colson. Um es zu verwenden, öffnet ihr einfach das 3mf File als Projekt, entfernt den Würfel und fügt euer Objekt hinzu. Natürlich könnt ihr auch die Profile abspeichern und sie dann direkt auswählen.
Insgesamt werde ich zwei Modelle mit jedem Profil drucken und diese dann vergleichen.
Erster Testdruck – Reifen für 608zz Kugellager
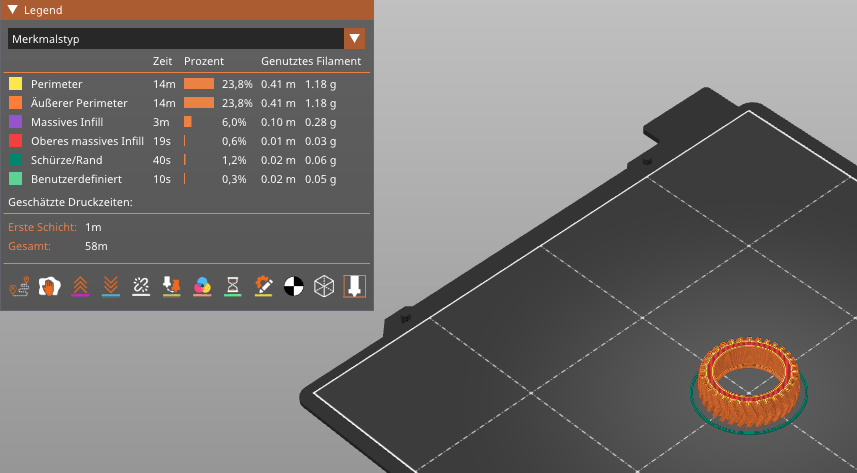
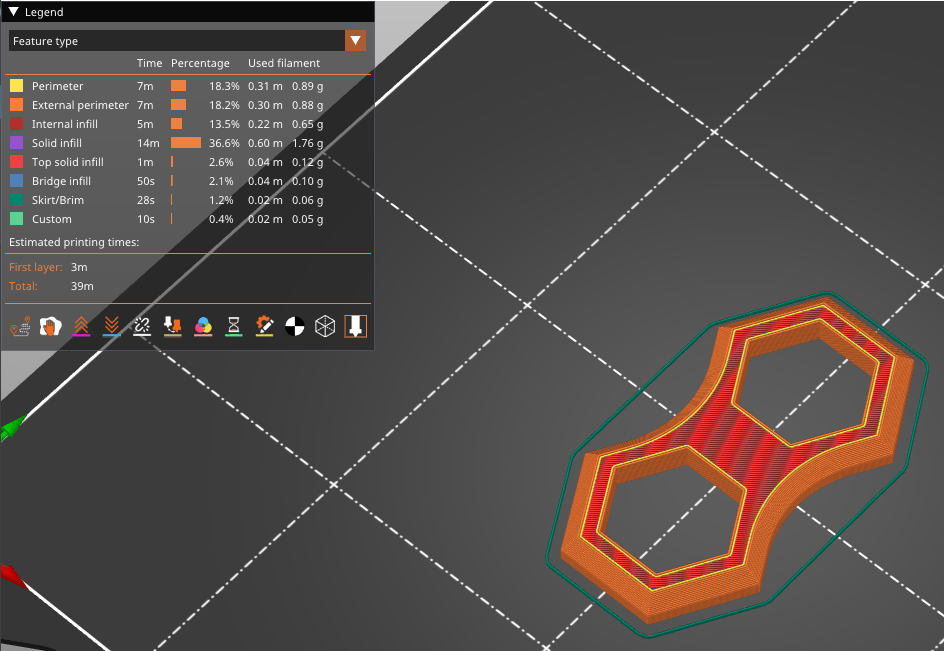
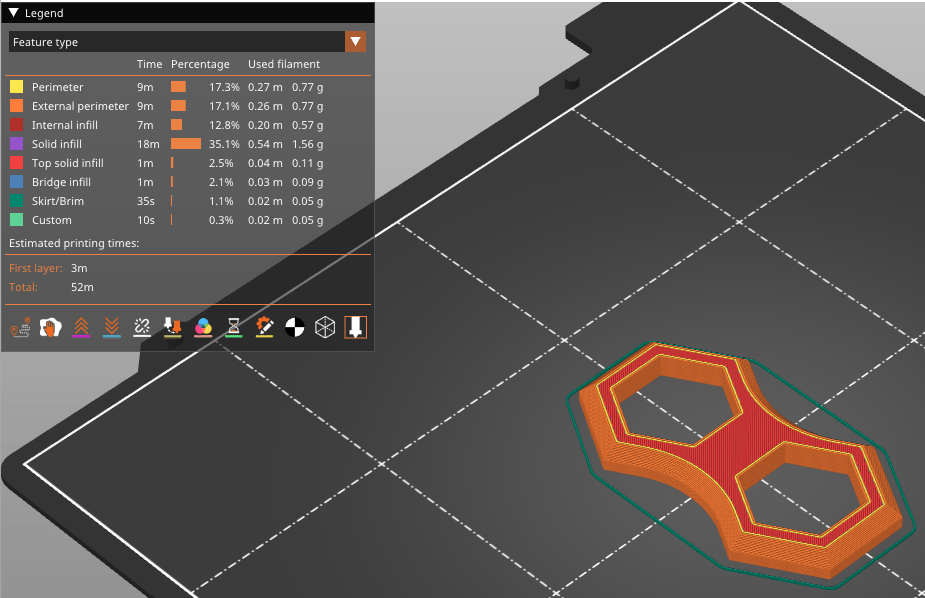
Reifen sind ein guter Anwendungsfall für TPU und somit habe ich mich für einen Reifen, als erstes Modell, entschieden. Wir drucken einen Reifen für die beliebten 608er Kugellager. Schon beim Slicen ergeben sich die ersten großen Unterschiede. Gegenüber dem Prusa-Profil, verdoppelt sich die Druckzeit mit dem Colson-Profil.
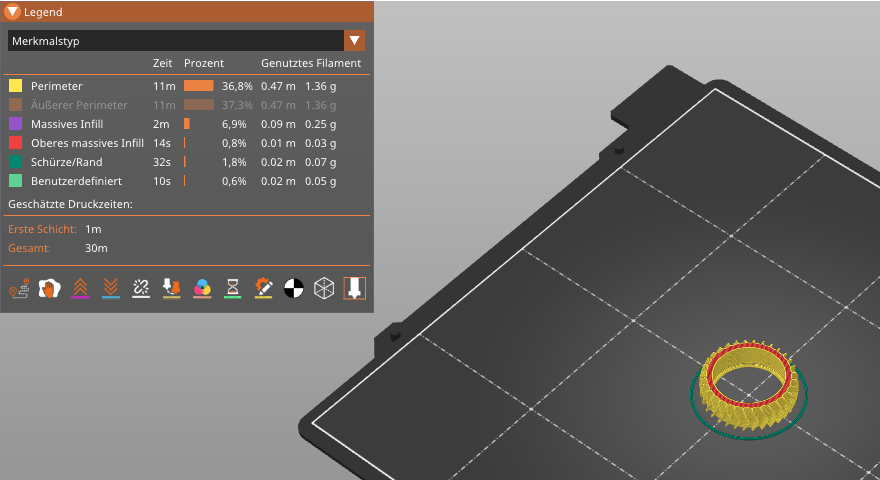
Nun kommen wir zum eigentlichen Ergebnis, denn bei mir geht Druckqualität vor Druckzeit.
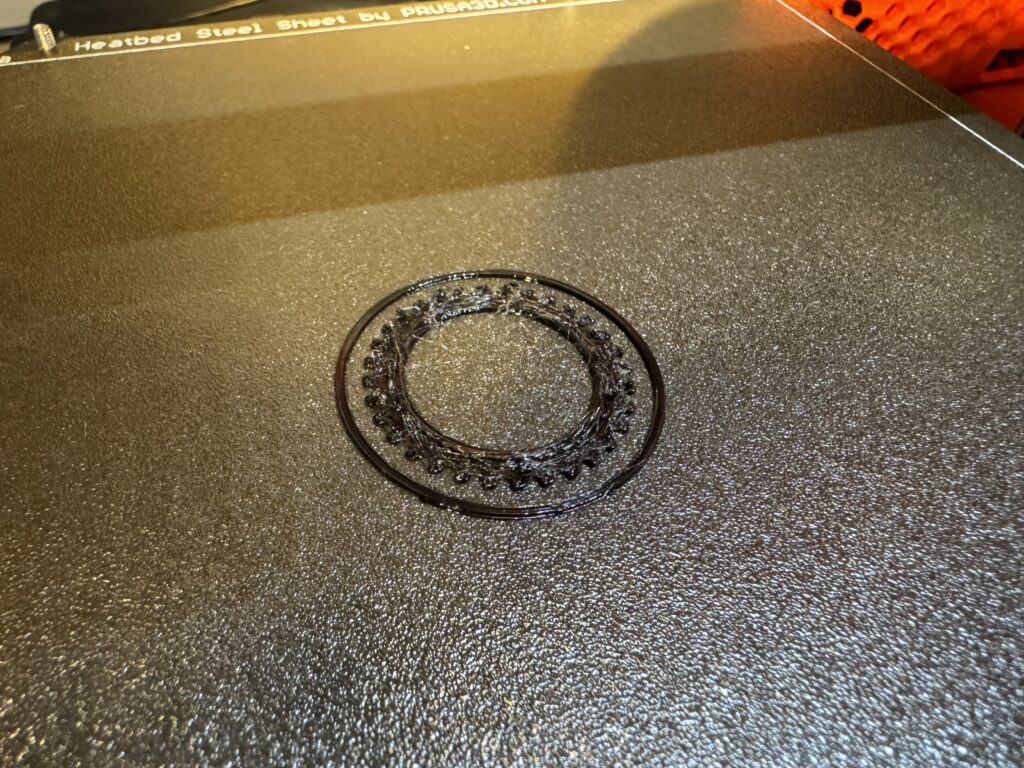
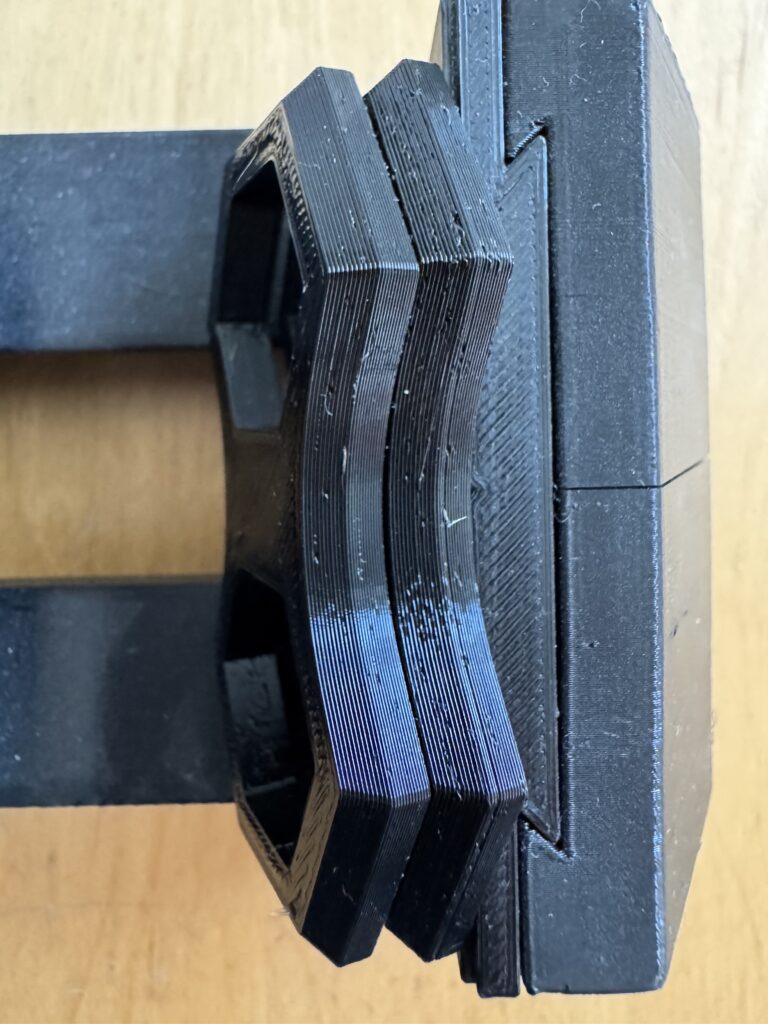
Der Druck mit dem Default Prusa Profil verlief ohne Probleme. Der Reifen wurde gut gedruckt und lässt sich so gut nutzen. Das Prusa Profil hat aber Probleme mit Details und zeigt unschöne Artefakte im Profil. Aber für das Modell eines Reifens stellt das hier kein Problem dar. Ich bin zufrieden.



Das Profil von Colson hat leider kein Ergebnis geliefert, da die Düse im Druck verstopfte. Das ist leider auch nachstellbar und ist mit dem Profil mir schon öfters passiert. Ich will der Arbeit von Colson da keine Schuld dran geben, denn mein MINI+ ist modifiziert und nutzt einen Bondtech Extruder. Ich glaube das Problem liegt in den Retracts, denn Modelle, wie Würfel, werden mit dem Profil gut gedruckt. Diese Modelle werden dann auch mit einer besseren Qualität gedruckt, als mit dem Prusa Profil. Zusätzlich sind sie etwas weicher.
Das Profil von Colson erzeugt also generell sauberere und weichere Drucke, funktioniert jedoch auf meinem Setup nur bedingt. Die Kommentare auf Printables zeigen aber das es mit dem Profil ansonsten klappt.

Zweiter Testdruck – Squeeze Ball
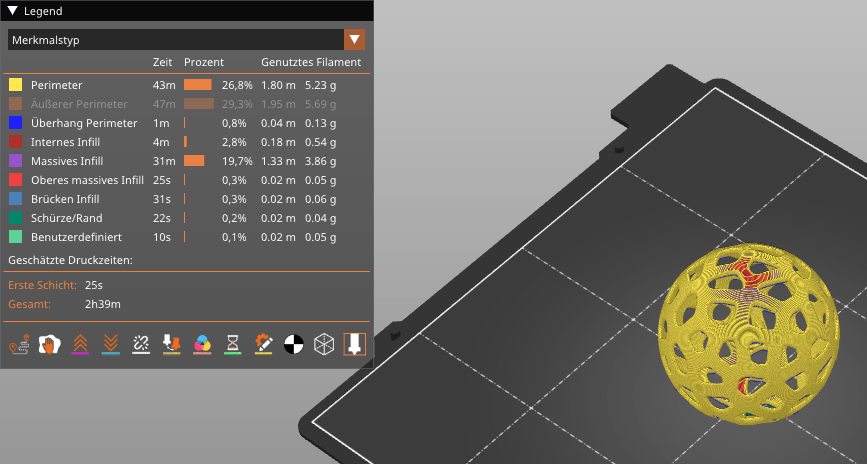
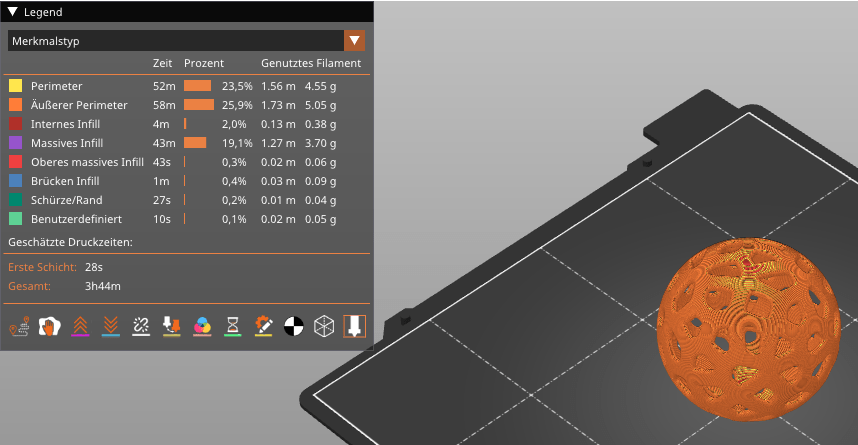
Nun drucken wir ein etwas anspruchsvolleres Modell. Ich habe mich für diese Squeeze-Ball entschieden, von dem der Ersteller selber sagt, es wäre ein Stresstest für TPU Druck. Der Ball soll ohne Support gedruckt werden, also machen wir das auch. Glücklicherweise verdoppelt sich dieses mal nicht die Druckzeit, sondern verlängert sich nur um eine Stunde, bzw. 40%. Trotz der vorhergehenden Probleme, werde ich wieder mit beiden Profilen drucken.
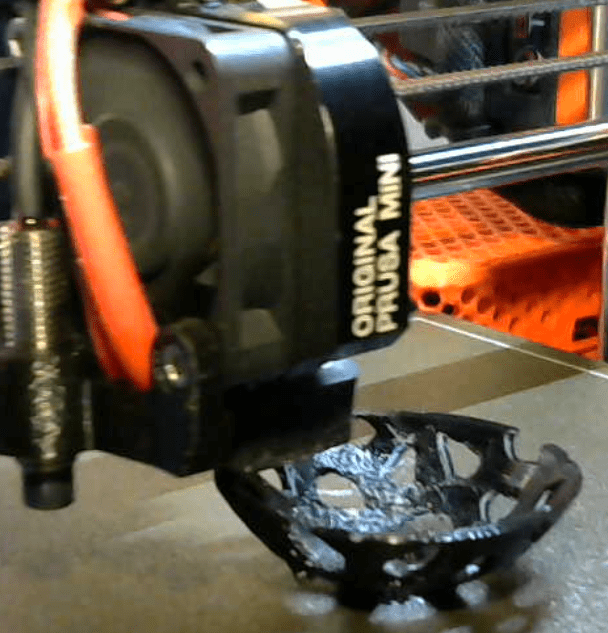
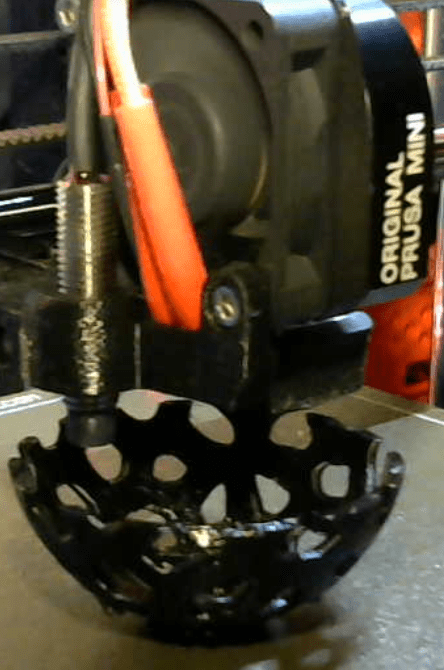
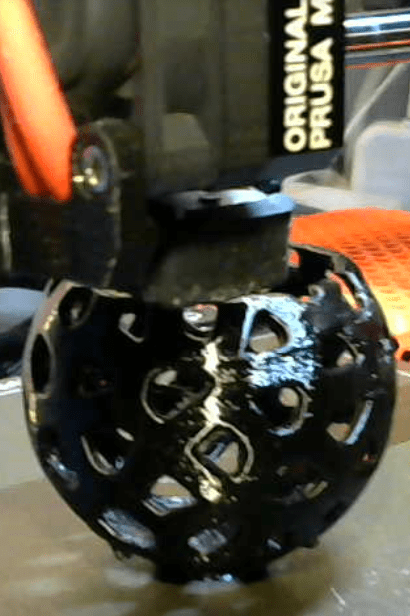
Auf das Ergebnis war ich am meisten gespannt und nach dem ersten Test stellte ich mir immer noch die Frage, ob ich mit dem Colson-Profil einen erfolgreichen Druck schaffe. Leider hat es nicht geklappt, mitten im Druck war die Düse wieder zu. Mit den Überhängen an der Unterseite hat der MINI jedenfalls zu kämpfen, ansonsten liefert er ein gutes Ergebnis mit dem Prusa-Profil. Negativ ist hier die Festigkeit anzumerken, der Ball lässt sich sehr schwer drücken, nicht das was man von einem TPU-Druck erwartet. Hier müsst ihr, bei solideren Modellen, mit dem Infill nachjustieren.



Dritter Test – TPU test by HB
So kann es ja nicht gehen, ich wollte dem Profil und meinem MINI nochmals eine Chance geben und habe ein einfaches Testmodell herausgesucht.
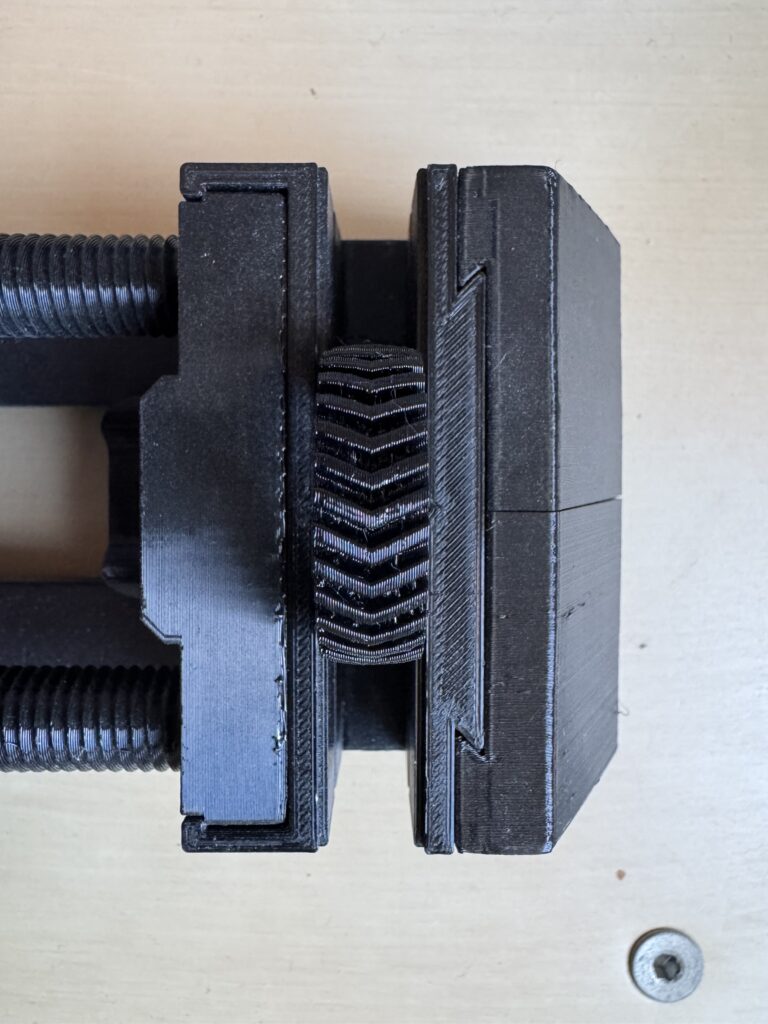
Dieses mal habe ich ein Ergebnis mit beiden Profilen erhalten. Ihr seht hier beide Drucke direkt nebeneinander, wobei links der Druck mit dem Prusa-Profil ist. Bei dem Prusa-Profil bin ich rundherum zufrieden, einzig das Oberseite ist nicht schön. Hier wurde zu viel Material extrudiert. Dadurch gibt es leichte Beulen und die Oberfläche ist somit nicht eben. Nicht schlimm, aber unschön.
Das Colson-Profil liefert eine bessere oberste Schicht, dafür sind die Ränder aber nicht so sauber, hier fehlt anscheinend gelegentlich Material. Zusätzlich ist das Modell weicher geworden. Für mich ergibt der Test ein unentschieden.

Vierter Test – Stickman
Ok, einer geht noch, meine Kinder wollten es so. Hierbei sind die Zeiten sehr nah beieinander und der Colson-Print dauert gerade mal 10 Minuten länger. Der vierte Test bestätigt das Ergebnis des dritten Tests. Beim Colson-Profil gab es anscheinend ein Problem bei einem Layer in der Mitte, aber das wird vermutlich durch etwas anderes entstanden sein. Das Top-Layer zeigt bei dem Prusa-Profil wieder unsaubere Stellen.



Ein Erklärungsversuch
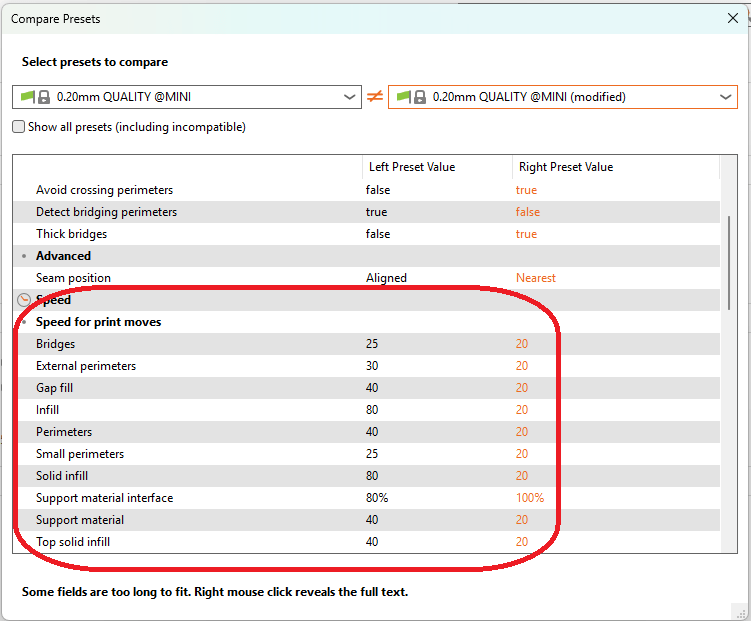
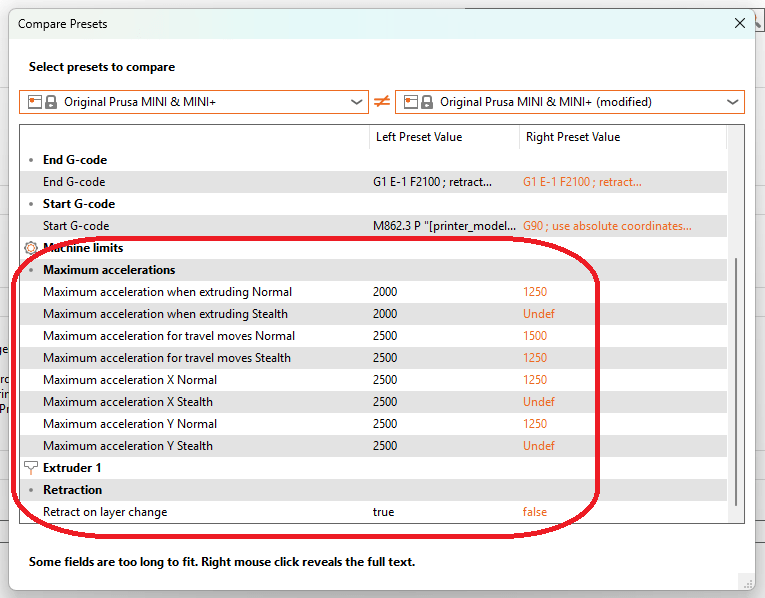
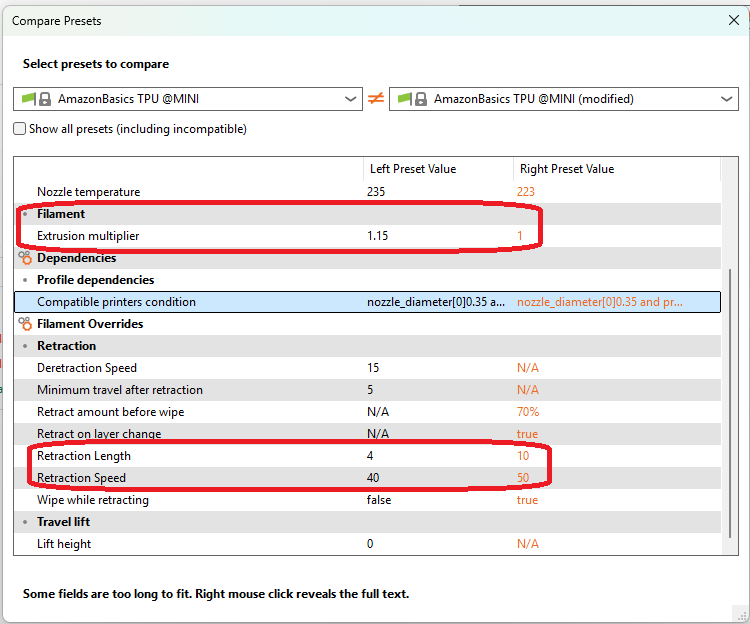
Mich interessiert natürlich warum so unterschiedliche Ergebnisse zustande kommen. Ich habe den Profile miteinander verglichen und ein paar groben unterschiede mal herausgestellt.
Bei den Print und Printer Settings sieht man sehr schön, das bei dem Colson-Profil die Geschwindigkeit und die Beschleunigung stark reduziert worden sind. Dadurch wird der Druck natürlich langsamer aber auch genauer. Ich glaube aber die Unterschiede im Druck sind eher durch die Filament-Settings gegebenn.
Das Prusa-Profil hat einen Extrusion-Multiplier von 1.15 gegenüber der 1 im Colson-Profil. Somit wird mehr Material gedruckt und dieses erklärt den Überschuss auf der letzten Ebene und auch das härtere Modell. Ich würde in den nächsten Drucken den Multiplier langsam verringern und das Ergebnis beobachten. Wenn ich damit das Problem auf der letzten Schicht beheben kann und der restliche Druck seine Qualität behält, wäre das Prusa-Profil mein Mittel der Wahl.
Beim Colson-Profil sind Retraction Length und Speed höher. Zusätzlich ist die Drucktemperstur liegt bei 223°C gegenüber der 235°C beim Prusa-Profil. Ich vermute diese Einstellungen haben zu dem Problem in den Tests geführt. Zu viel Retraction und zu kalt gedruckt haben die Düse verstopft, so jedenfalls meine Vermutung.
Somit habe ich den dritten Test mit einem Multiplier von 1.1 und 1.05 wiederholt. Ich seht von links nach rechts hier Prusa mit 1.15, 1.0 und 1.05 Multiplikator. Das vierte Modell ist vom Colson-Profil. Mit einem Multiplier von 1.05 ähnelt die letzte Schicht der vom Colson-Profil, dafür sehen die Außenkanten nicht mehr so sauber aus. Es ist minimal aber erkennbar. Das gedruckte Modell ist auch leichter verformbar.
Wer Wert auf eine saubere Hülle legt, nutzt das Default Prusa-Profil. Wem die letzte Schicht wichtig ist, der sollte den Extrusion Multiplier senken. Wenn ihr das Default Prusa Profil nutzt, solltet ihr die erhöhte Festigkeit mit weniger Infill ausgleichen, sonst werden die Drucke relativ fest.


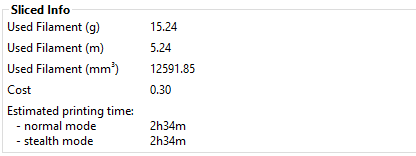
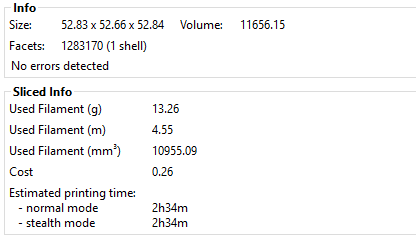
Den Ball habe mit einem Multiplier von 1 ebenfalls nochmal gedruckt. Gegenüber der Variante mit 1.15 (Default), sieht man das die Außenseite sehr streifig geworden ist. Es ergibt sich jedenfalls rundherum ein schlechteres Bild. Positiv anzumerken ist jedoch die Festigkeit, denn der Ball lässt sich in der Variante viel leichter drücken. Kein Wunder, wir verdrucken immerhin 2g Filament weniger, was ca. 70cm entspricht.



Ihr seht, TPU geht auch gut mit dem MINI. Prusa scheint auch wirklich gute Arbeit bei seinen Profilen zu leisten, denn es klappt halt einfach. Ich hoffe ich konnte euch ein paar Tipps geben und ihr schafft auch euren ersten TPU Druck. Wenn euer erster Druck nicht geklappt hat, dann versucht es erneut und passt ein paar Parameter an, denn der MINI kann TPU drucken.